
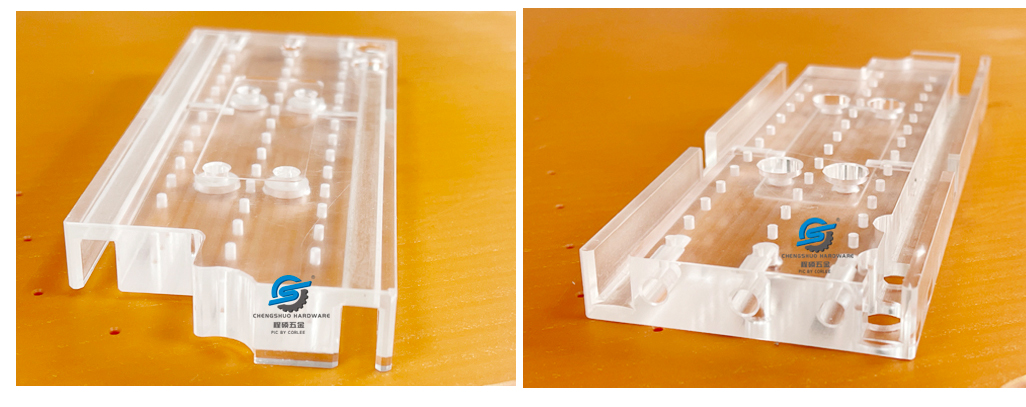
Акрил буюмдарын CNC иштетүү татаал структураларга жетишүү, акрил материалындагы жаракаларды азайтууиштетүү, жана буюмдарга жогорку тактык талаптарга жооп берет.
Полиметилметакрилат (CH3│—[—Ч2—С——]—│КУЧ3) жакшы комплекстүү механикалык касиеттерге ээ, жалпы пластмассалардын арасында эң мыктылардын катарына кирет. Анын чыңалуу, ийилүүсү жана кысуу күчү полиолефинге караганда жогору, ошондой эле полистирол, поливинилхлорид ж. Бирок полистиролдон бир аз жакшыраак.физикалык касиеттери.
PMMA жогорку механикалык күчкө ээ: PMMA салыштырмалуу молекулалык массасы болжол менен 2 млн. Бул узун чынжырлуу полимер жана молекуланы түзгөн чынжырлар абдан жумшак. Ошондуктан, PMMA салыштырмалуу жогорку күчкө ээ жана сунууга жана таасирге туруктуу. Жөнөкөй айнектен 7-18 эсе жогору. Органикалык айнектин бир түрү бар, ал ысытылган жана чоюлган, анда молекулалык сегменттер абдан ирээттүү жайгаштырылат, бул материалдын катуулугун бир топ жакшыртат.
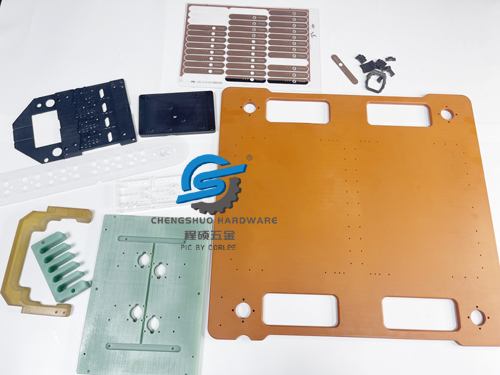
Акрил көбүнчө өнөр жайда прибор панелинин панелдерин жана капкагын өндүрүү жана өндүрүү үчүн колдонулат, ошондой эле ар кандай хирургиялык жана медициналык жабдуулар үчүн, тиричилик буюмдары: ванна бөлмөлөрү, кол өнөрчүлүк, косметика, кронштейндер, аквариумдар ж.б.у.с.
Акрил буюмдарын иштетүү үчүн CNC колдонуп жатканда, төмөнкү пункттарга кулак салышыбыз керек:
1. CNCАкрил үчүн программалоо дизайныМеханикалык иштетүүИштетүү
Акрил үчүн (Полиметилметакрилат, PMMA), буюмдун программалоо деталдары буюмдун формасына ылайык иштелип чыгышы керек, мисалы, шайманды берүү ылдамдыгы жана айлануу ылдамдыгы.иштетүүиштетүү. Продукттун чыныгы формасына ылайык, программалоо процесси жана агымы кайра иштетүү учурунда кыйратуучулукту азайтуу үчүн оптималдаштырылышы керек.
CNC колдонгондоиштетүүакрил, ал туура тоют ылдамдыгын орнотуу үчүн абдан маанилүү болуп саналат. Берүү ылдамдыгы өтө тез болсо, PMMA катуу кесүү басымынан улам үзүлүшү мүмкүн. Fast тоют ылдамдыгы, ошондой эле бөлүктөрү workholding арматура чыгып жылып же бөлүгүндө кемчиликтерди калтырышы мүмкүн; жай тоют ылдамдыгы да орой, бүтпөгөн беттери менен так эмес бөлүктөрүн чыгарышы мүмкүн.

2. Акрилди иштетүүдө шаймандарды тандоо туура болушу керек
Акрил барактарды иштетүү тиешелүү шаймандарды колдонууну талап кылат. Аспаптын формасына жараша кеңири колдонулган инструменттер: учу тегирмендер, шар мурун кескичтер, жалпак кескичтер ж.б. тексттин жана графиканын четтерин иштетүү үчүн, ал эми шар мурун кескич дога формасында жана абдан так үлгүлөрдү жана ийри сызыктарды иштетүү үчүн ылайыктуу.
Бычактын материалы да маанилүү. Мисалы, жогорку ылдамдыктагы болот акрил кесип, бирок жакшы бети менен камсыз кылбайт. Алмаз куралдары беттин жасалгасын жакшыртат, бирок абдан кымбат. Карбид көбүнчө CNC кесүү акрил үчүн тандоо материалы болуп саналат.

CNC иштетүү акрил үчүн, ошондой эле 5 градус кесүүчү тырмоо бурчу жана 2 градус кошумча бурч колдонуу сунушталат
кесүүчү куралдан тышкары, ошондой эле акрил чийки заттын түзүмү бузулган эмес экенин камсыз кылуу үчүн акрил азыктарын кайра иштетүүдө кесүү тереңдигине, ылдамдыгына, ж.б. Акрил, негизинен, салыштырмалуу морт материал болуп саналат. CNC кесүү учурунда, тиешелүү шаймандарды жана тиешелүү кесүү тереңдигин жана ылдамдыгын колдонуу менен материалдын жарылуусунан же тайып кетүүсүнөн келип чыккан калдыктарды иштетүүдөн качууга болот. Үзгүлтүксүз кесүүдө инструменттин иш жүзүндөгү иштетүү ылдамдыгын жана тереңдигин түшүнүп, материалдык түзүлүштүн бузулбашы үчүн аракет кылуу керек, мисалы, фрагментация, ажыратуу ж.б. кайра иштетүү учурунда жылуулук жана статикалык электр.
3. Туура бургулоочу битти жана конусту колдонуңуз
Ишенtheбургулоо туура бургулоо материалын тандоо менен акрилде тешиктерди эффективдүү түзө алат. Карбид акрилди бургулоо үчүн эң сонун тандоо жана көптөгөн өндүрүүчүлөр акрилди кесүү жана бургулоо үчүн атайын иштелип чыккан O-groove тегирмен бургуларын колдонушат. Мындан тышкары, бургулоо учтары курч болушу керек, кызыксыз бургулоо биттери таза эмес четтерди чыгарат жана оңой эле стресстин жаракаларына жана жаракаларына алып келиши мүмкүн.
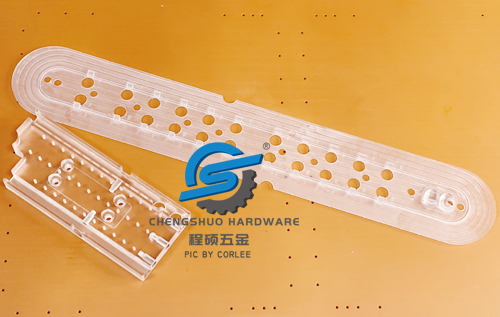
CNC иштетүүдө акрил, ал бургулоочу бит менен конус колдонуу жакшы. Бургулоочу бит акрил материалынын компоненттерине зыян келтирбөө үчүн, бузулуп калбаш үчүн жана жылмакай бетти камсыз кылуу үчүн жылмакай жантаюу боюнча ылдый кыйшаюу керек.
Ошол эле учурда кесүү тереңдигин жана багытын көзөмөлдөө керек. CNC инструментинин айлануу багыты: солго жана оңго, же саат жебесине каршы жана саат жебеси боюнча, продуктту ишке ашыруунун жана дизайн функцияларынын тактыгын камсыз кылуу үчүн буюмга негиздүү ылайыкташтырылышы керек.
Посттун убактысы: 2024-жылдын 16-январына чейин